3Dプリンター造形物にタップ加工を施し機能性をプラス!
目次
FFF方式(熱溶解積層方式)の3Dプリンターの場合、樹脂を積層していくことからネジ山などは正確に再現ができない場合があります。そのため、3Dプリンターで作成した造形物にネジ穴を設ける場合、タップ加工を施すことで、ネジ山を成形することができます。
タップ加工とは?
ドリルであけた下穴(キリ穴)にタップと呼ばれる工具を差し込み、雌ネジ(めねじ)を成形する加工法です。
3Dプリンター造形物へのタップ加工のポイント
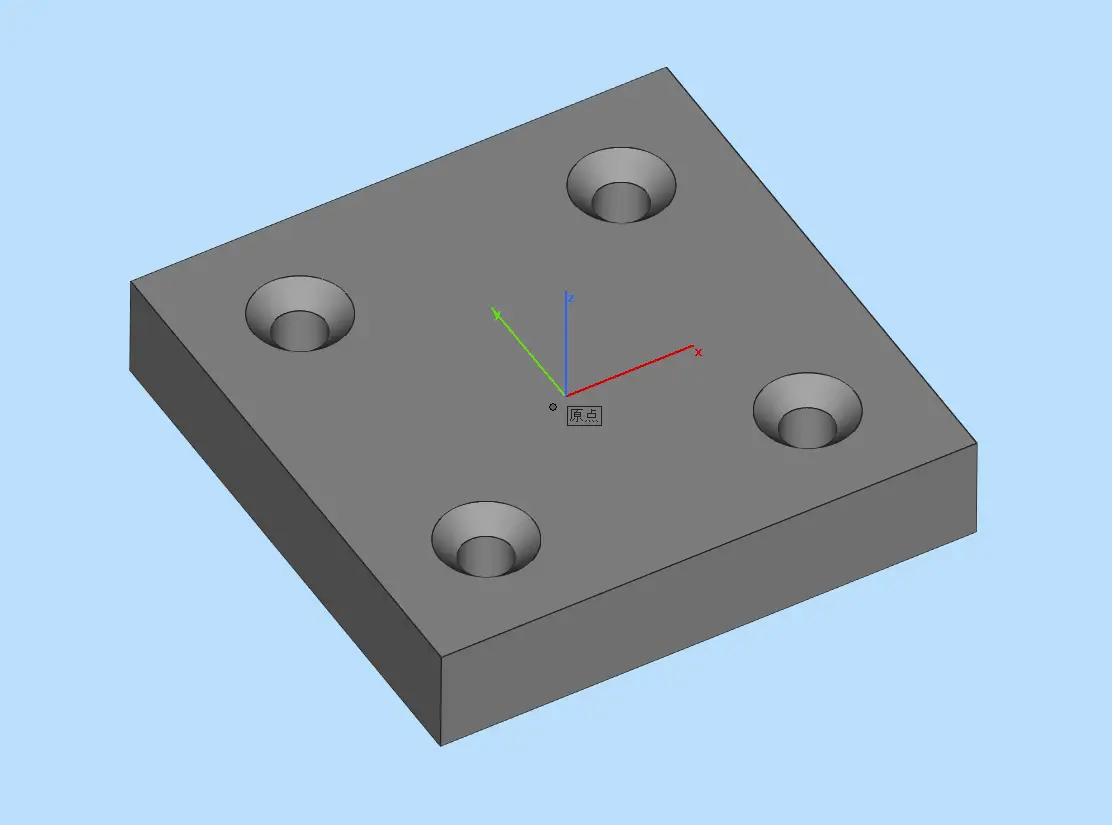
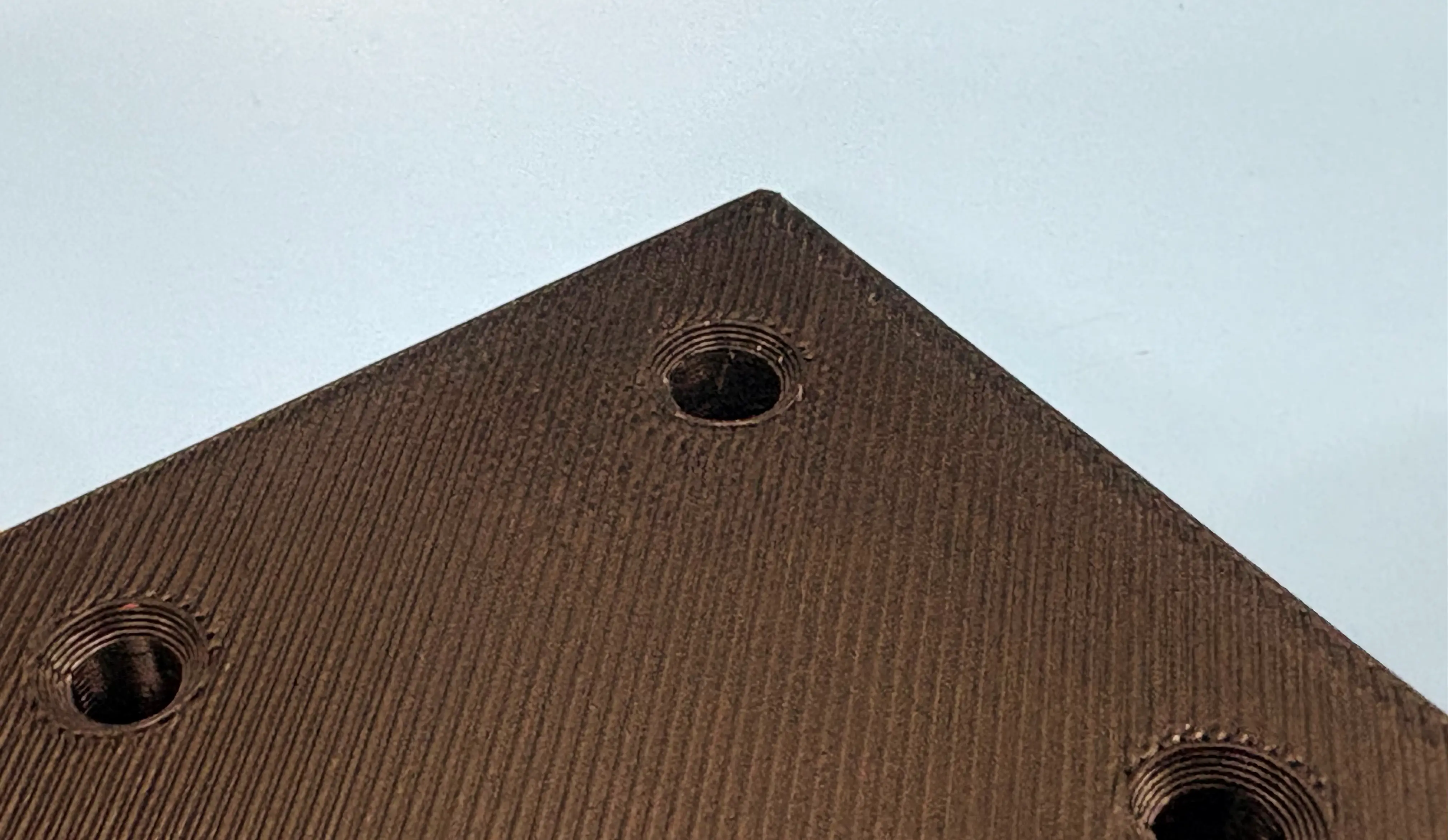
1.あらかじめ下穴のデータを作成しておく
3Dプリンター造形物は、設定上100%にすることもできますが、基本的に内部は中空(充填構造)になっているため、造形後に穴あけ加工を行うことが難しい場合があります。そのため、下穴はあらかじめデータで作成しておく必要があります。

2.最適な下穴径の設計
今回の例では、M6のタップを成形する為、4.8mmの穴をあけてあります。
穴に面取りもあらかじめつけておくと、作業がしやすいでしょう。
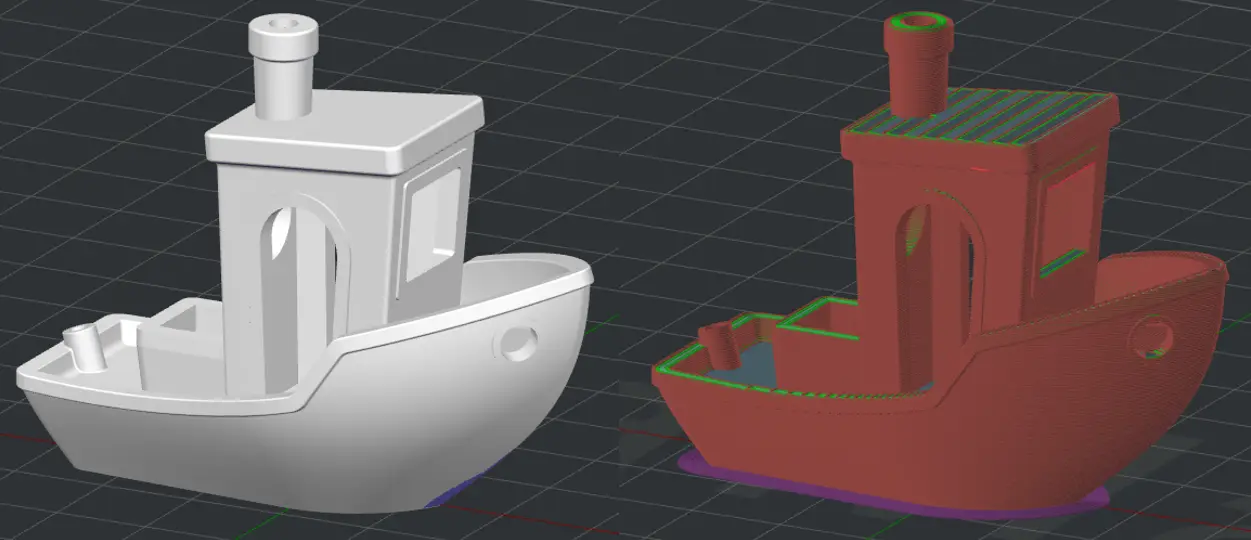
3.積層設定
Raise3D純正のABS材料でプリントしたものです。
タップの大きさにもよりますが、シェル(外壁)は3周以上に設定するのがおすすめです。
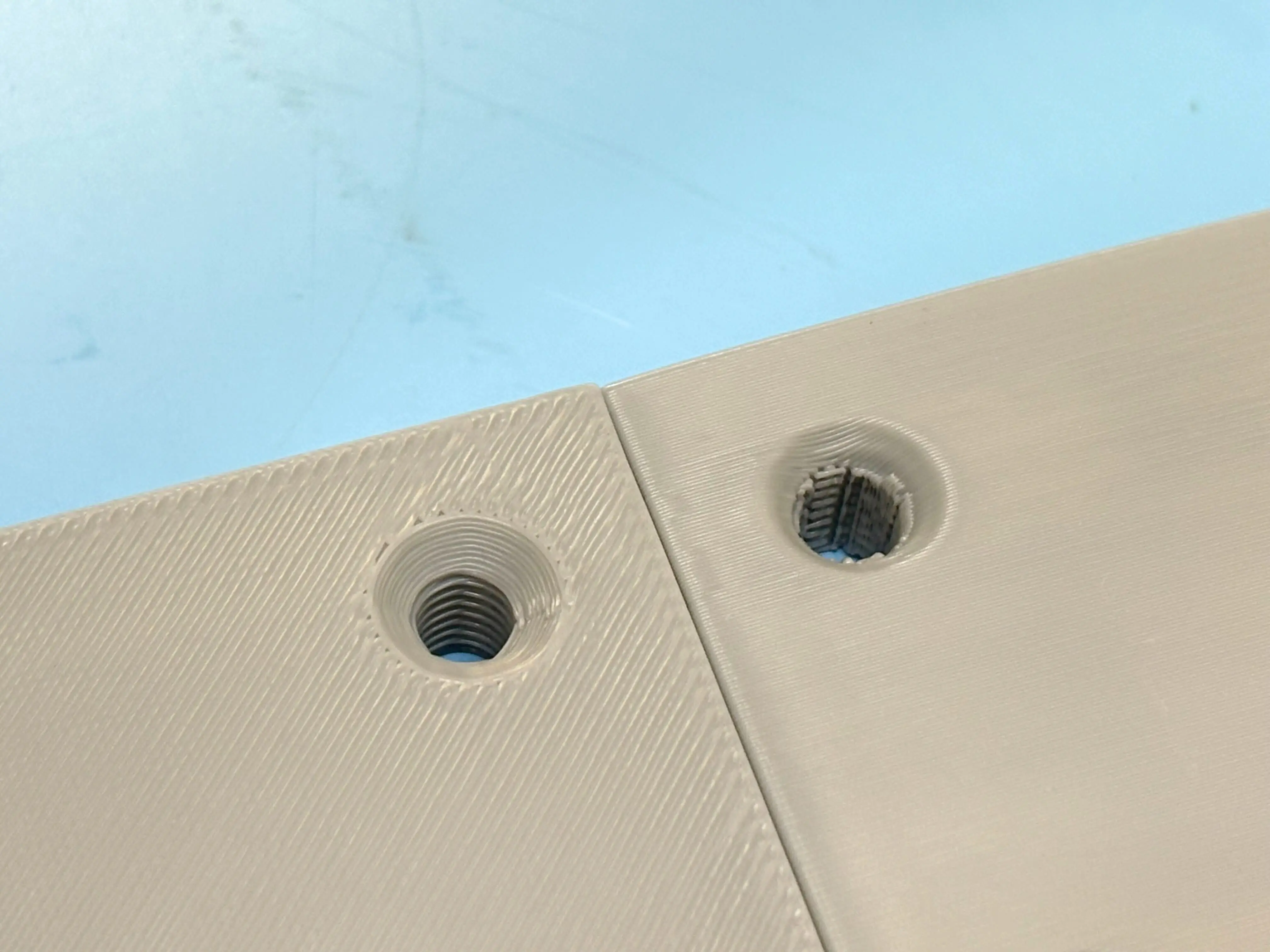
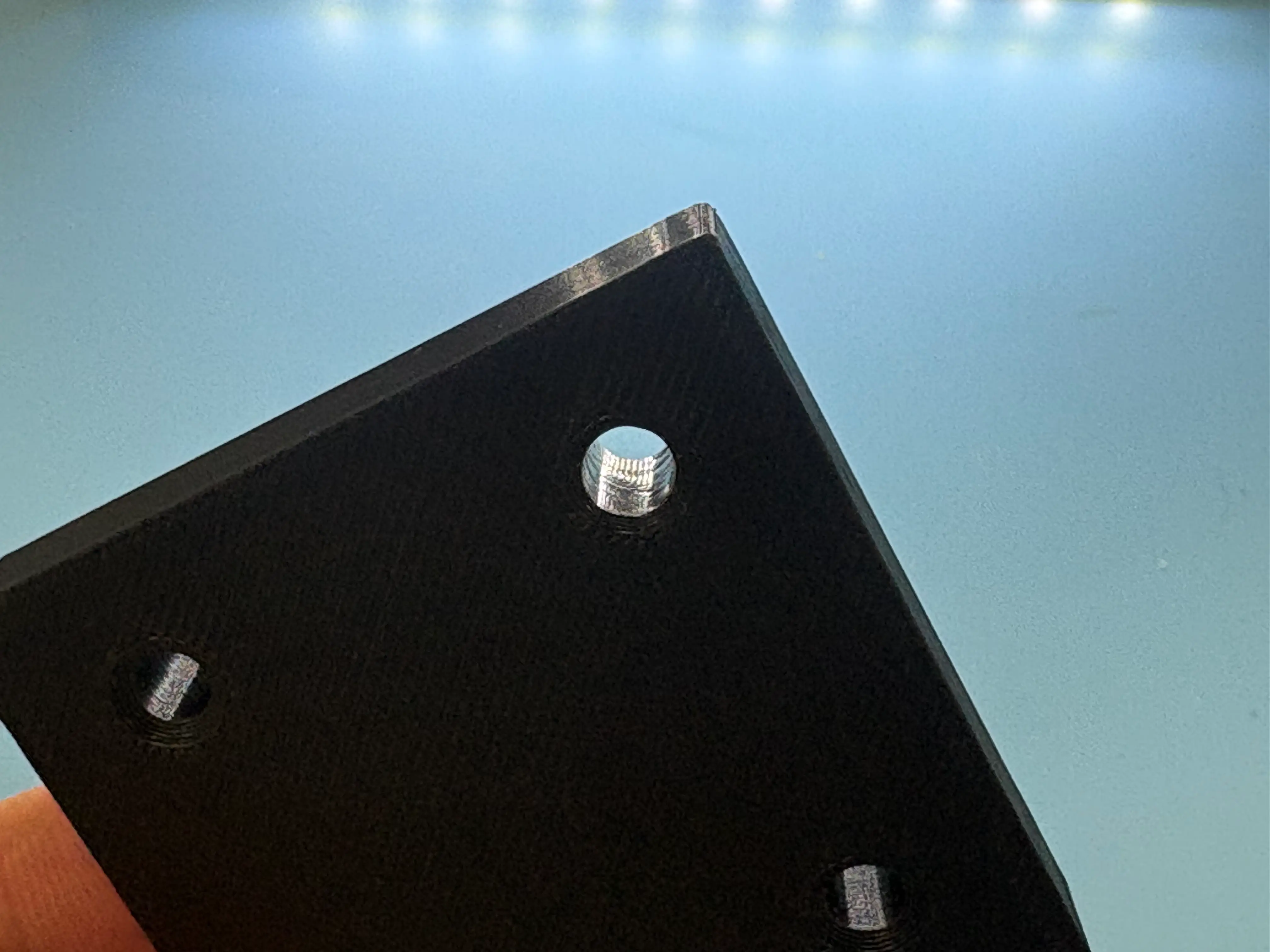
4.後処理
3Dプリンターで出力後、必要な下穴径にするために、5mmのドリルを通します。
5mmの下穴径でデータを作成していない理由として、穴の壁面に積層の段差が生じるため、穴の内側を0.1mm削り穴の壁面を整えるため4.8mmとしました。
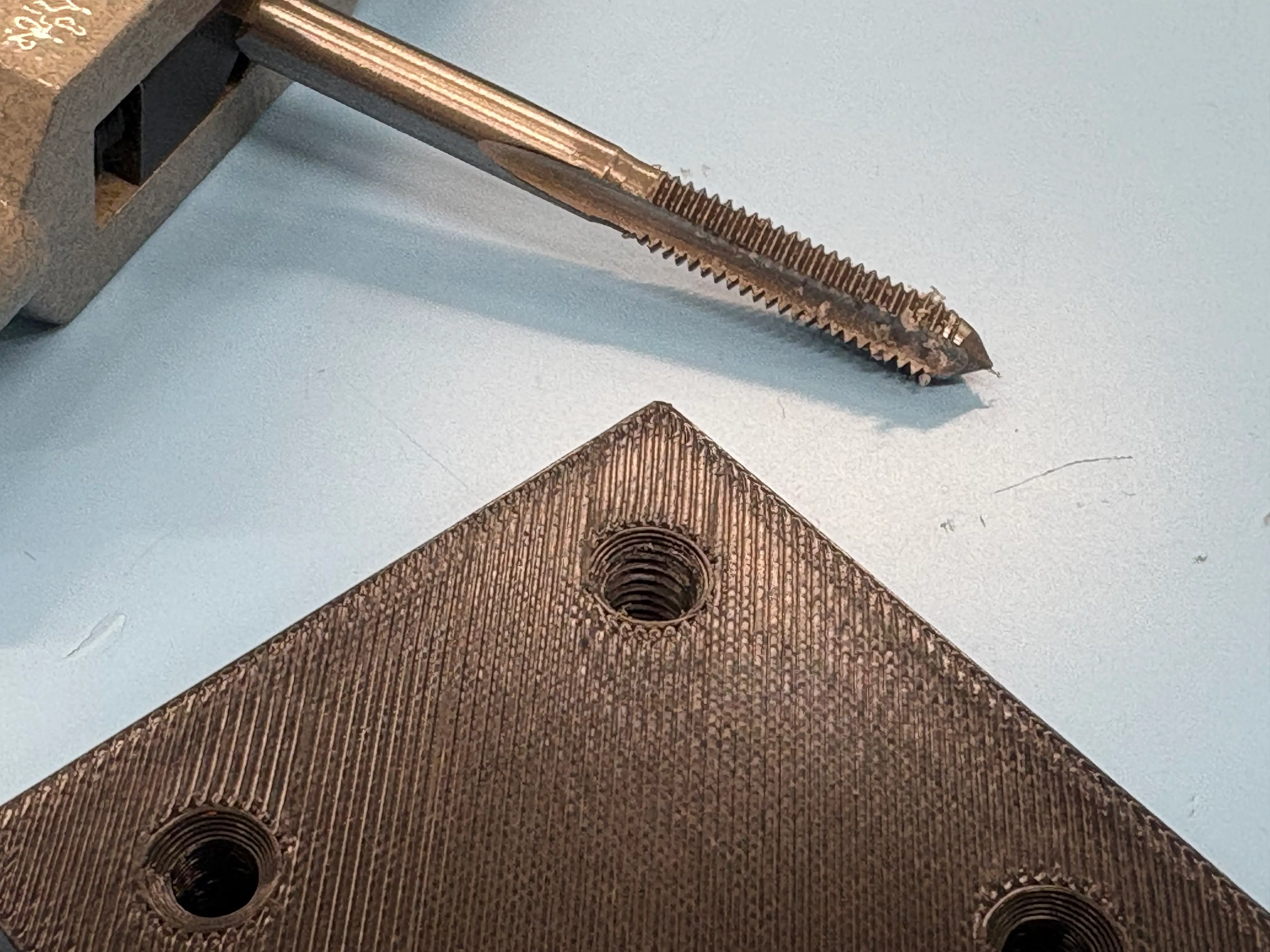
5.タップ加工
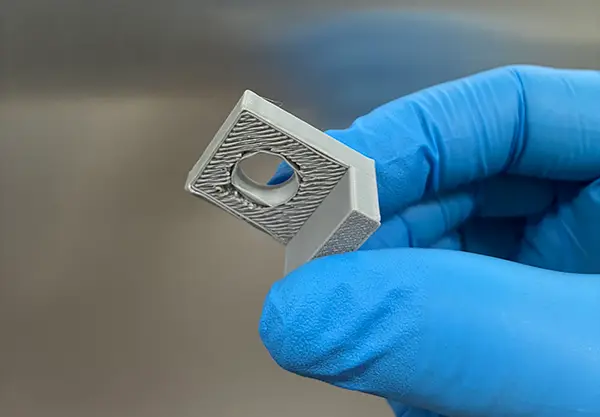
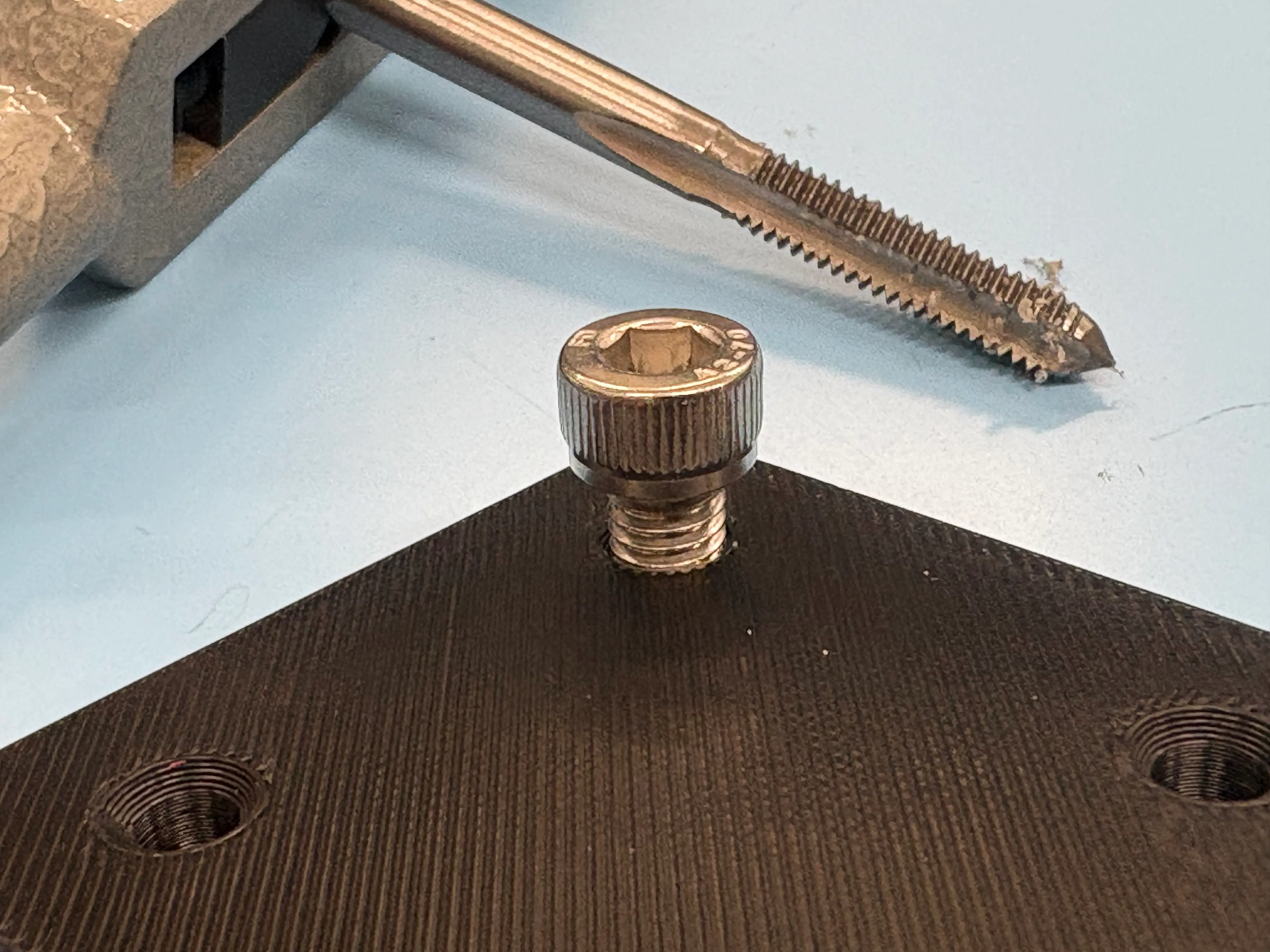
穴径が5mmになったらハンドタップで雌ネジを成形します。
ボルトを締めることができるネジ山(雌ネジ)が成形できました。
タップ加工の注意点と強度対策
追加工した雌ネジは樹脂であるため、締め付けトルクによっては負けてしまう可能性があります。
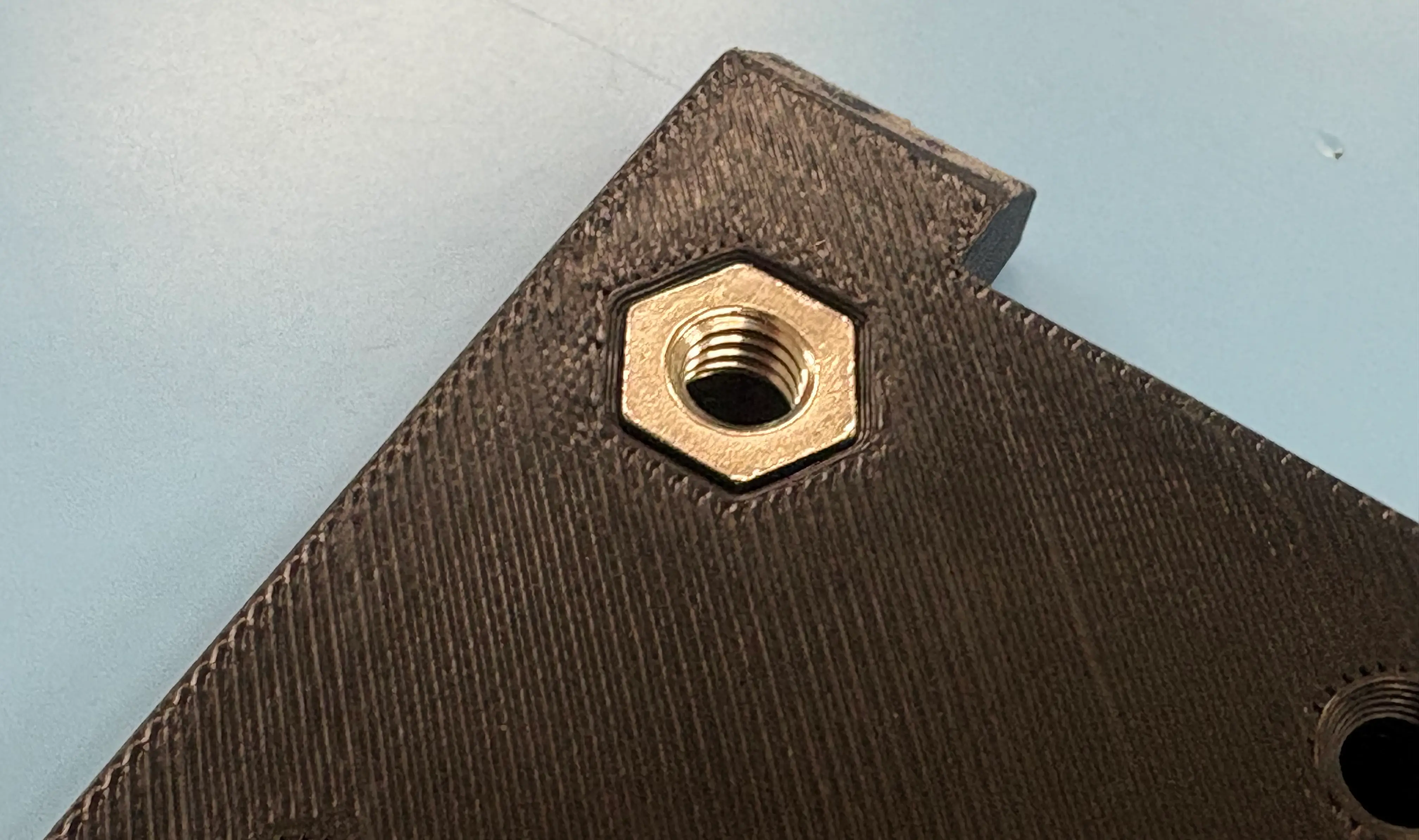
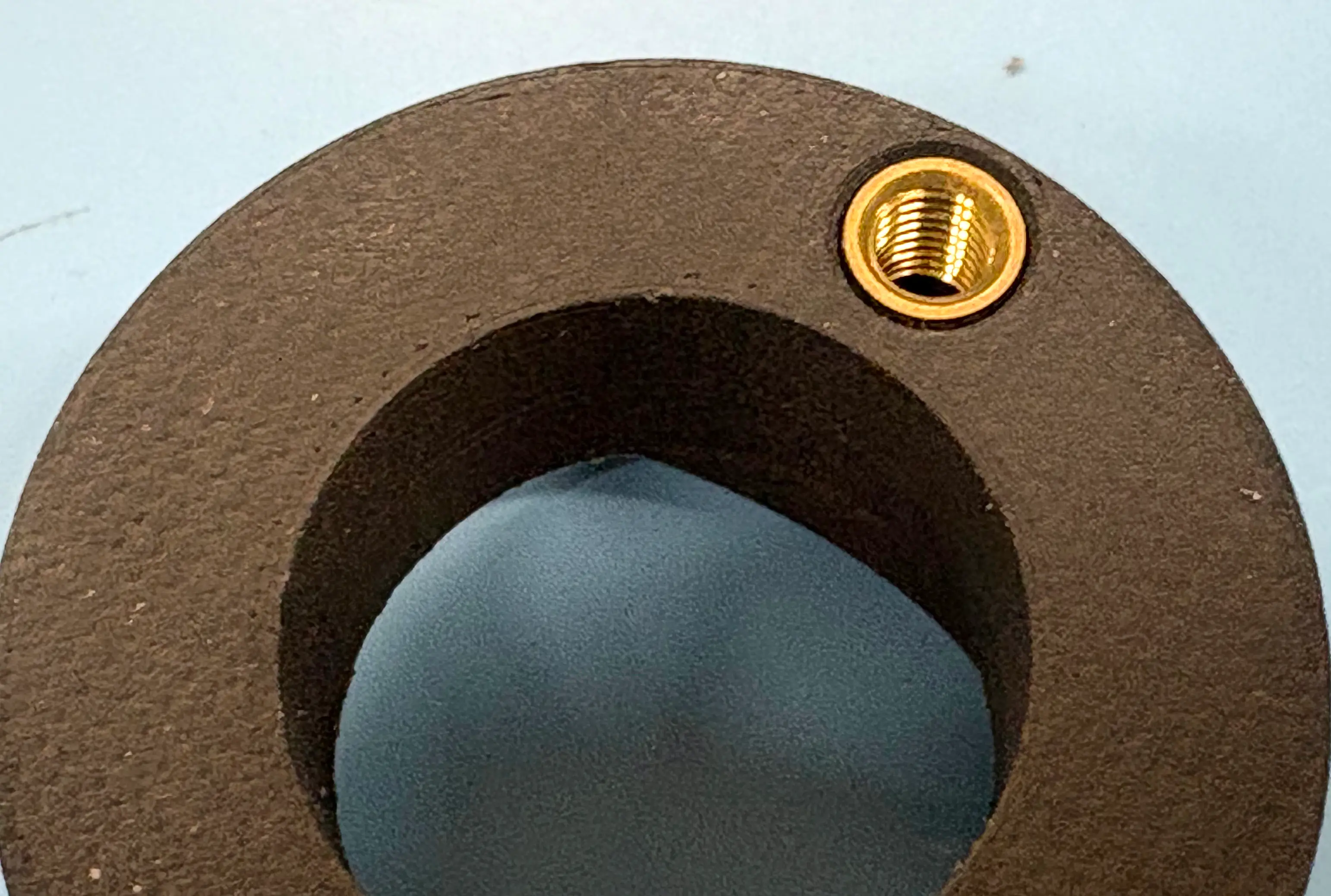
強い締め付けトルクが想定される場合は、六角ザグリ穴への六角ナットの圧入や、インサートナットをヒートインサートするなど、既製品と組み合わせるのも良いかと思います。
まとめ
このように、3Dプリンター造形物に後加工や既製品との組み合わせなどのひと手間を加えることで、様々な機能を向上させることができます。
形状を簡略化できることによって、設計時間の短縮や、プリント時間の短縮なども見込まれる可能性もあります。
後加工込みで設計することで、3Dプリンター活用の幅を広げてみてはいかがでしょうか?
3Dプリンターに関するご相談はお気軽に
弊社ショールームでは今回取り上げたサンプル以外にも数多くのサンプルを展示しております。
「3Dプリンターで今いったいどんなことができるのか」、「実際買ったものの活用方法がわからない」などどんな質問でもお気軽にお問い合わせください。