ノズル詰まり・吐出不良を防ぐための予防とメンテナンス

目次
― フィラメントが出ない原因と正しい処置方法 ―
Raise3Dの熱溶解積層方式(FFF)3Dプリンターは、高精度かつ安定した造形を実現する一方で、ノズル内部の状態、フィラメント管理、造形データ設定、初期調整の精度が造形品質と稼働安定性に大きく影響します。
ノズル詰まりや吐出不良は、トラブル発生後に対応するよりも、日常的な予防とメンテナンスによって未然に防ぐことが重要です。
フィラメントが出ない主な原因
ノズル温度設定の不適合
熱溶解積層方式では、材料を十分に溶融させた状態で押し出す必要があり、温度が低いと溶け残りが発生し、ノズル内部で詰まりやすくなります。
よって、フィラメントのロード時に設定する温度も重要なポイントです。
 材料メーカーによって表記は異なりますが、フィラメントスプールや付属物に温度帯が表記されています。
材料メーカーによって表記は異なりますが、フィラメントスプールや付属物に温度帯が表記されています。
低い温度でロードを行うと、フィラメント先端が十分に溶けず、ノズル内部で引っかかりや詰まりを引き起こすことがあります。
フィラメント交換時は、使用材料に対応したロード温度が設定されているかを必ず確認してください。
※RFID対応機種の場合は認識させると自動的にロード温度が設定されます。
フィラメントの吸湿
PLAやPETGに加え、PAやPVA+(水溶性サポート)などは吸湿性が高く、水分を含んだ状態で使用すると、吐出時に気泡が発生し、樹脂の炭化や残渣の堆積につながります。
長時間の使用や材料切り替え時のパージ不足によって、ノズル内部に樹脂残渣や汚れが蓄積すると、内径が狭まり、吐出量低下や完全詰まりを引き起こします。
テンプレートと実際に装着されているフィラメントの不一致
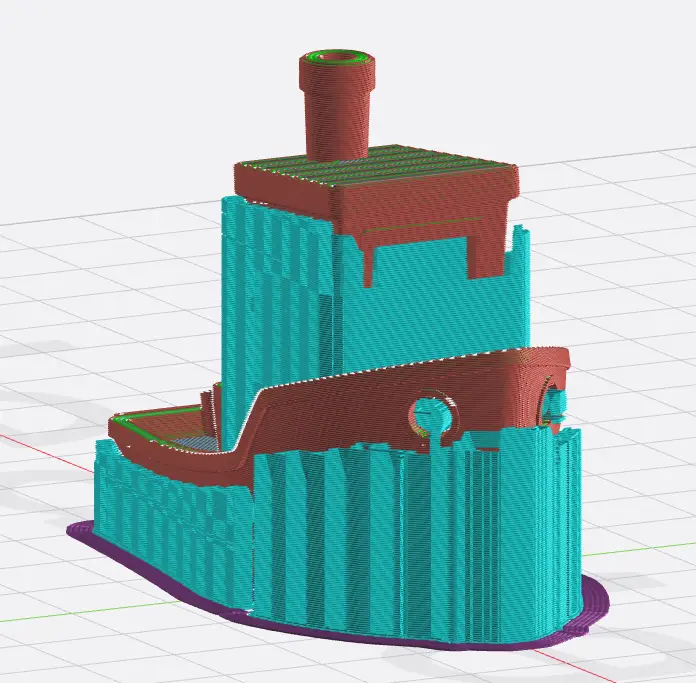
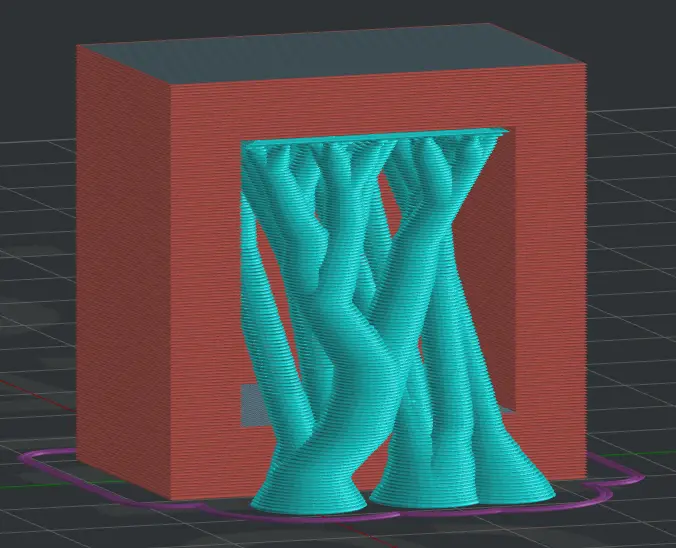
例えば、PLA用の温度・流量・速度設定で作成したGコードを、ABSやPAなど別の材料で使用すると、材料が適正に溶融されず、溶け残りや過度な押出抵抗が発生し、ノズル詰まりの原因となります。
 スライサー(ソフトウェア)上で選択された材料テンプレート
スライサー(ソフトウェア)上で選択された材料テンプレート
 実際に3Dプリントで使用されるフィラメント
実際に3Dプリントで使用されるフィラメント
造形前には、スライサー設定と実機のフィラメントが一致しているかを必ず確認を行ってください。
Raise3Dプリンターノズル詰まりの解消手順
Raise3D製品は機種ごとに構造や対応方法が異なりますが、各機種のメンテナンスマニュアルにノズル詰まりの対処方法の手順をご用意しております。
ノズル詰まりの際はご使用の機種にあわせてメンテナンスマニュアル及び各種サポートページを参照のうえ清掃・分解・交換を行ってください。
ノズル詰まりを防ぐメンテナンス習慣
ダウンタイムを最小限に抑えるためには、トラブル発生後の修理対応よりも、日常的な予防メンテナンスが重要です。
ノズル内部の清掃
フィラメント交換時、特に異なる材料へ切り替える場合は、設定温度の差による「溶け残り」が発生しやすくなります。
ノズルに残った樹脂汚れを取り除きたい場合は、ABSフィラメントを使用したパージ清掃を行います。
ABSは高温でも安定して溶融し、ノズル内部に残った異物や炭化樹脂を押し出しやすいため、詰まり初期の対処として有効です。
黒いカスや色ムラがなくなるまで十分にパージを行いノズル内部をリフレッシュしてください。
材料交換前に高い温度帯のフィラメントを使用していた場合などは前のフィラメントにあわせて適宜ロード温度を調整してください。
 ロード時のフィラメントパージ
ロード時のフィラメントパージ
エクストルーダーギアの清掃
フィラメントが滑った際に発生する削りカスがギアに溜まると、送り出す性能が低下し、吐出不良や詰まりにつながります。
定期的にブラシやエアダスターで清掃することを推奨します。
 E2ギア
E2ギア Pro3ギア
Pro3ギア
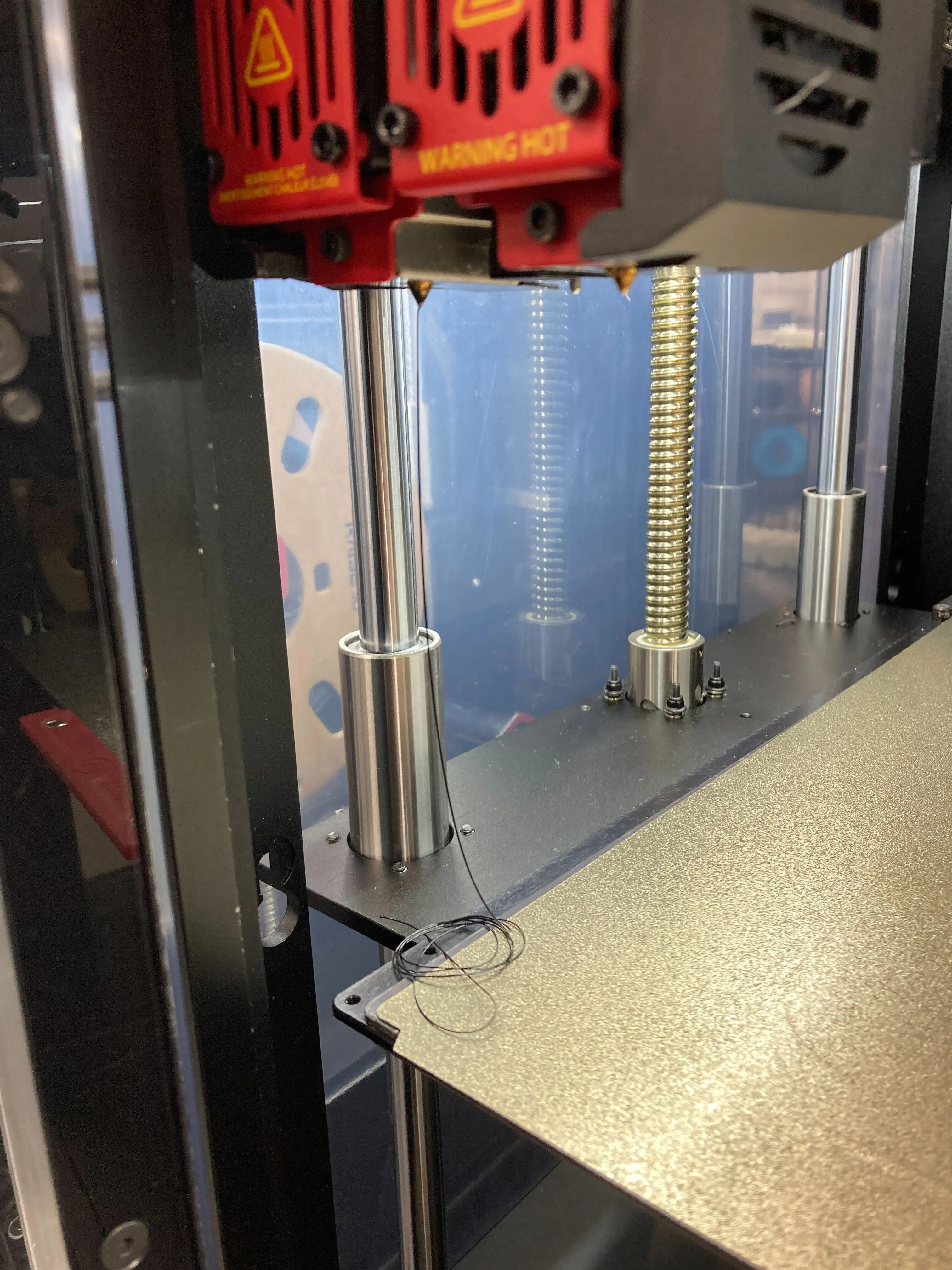
ノズル高さの調整不良
ノズルの高さが適切でない場合、造形物がノズルと接触し、吐出口が塞がれることでノズル詰まりを引き起こすことがあります。
造形不良時は必要に応じて再度オフセットキャリブレーションを行ってください。
フィラメントの保管方法
フィラメントは吸湿しない環境で保管することが重要です。
ドライボックスや防湿庫を活用し、乾燥剤を併用することで、吸湿による造形トラブルを防ぐことができます。

まとめ
Raise3Dの熱溶解積層方式3Dプリンターにおけるノズル詰まりや吐出不良は、予防とメンテナンスを前提とした運用によって大幅に低減できます。
温度設定(造形・ロード)、材料管理(乾燥保管)、Gコード設定の確認、ノズル高さ調整、定期清掃を習慣化することで、安定した造形環境を維持できます。
日本3Dプリンター株式会社では、Raise3D各機種の運用サポート、設定相談、消耗品の提供まで含めたトータルサポートを行っています。
運用トラブルやメンテナンスについてお困りの際は、お気軽にご相談ください。