3Dプリント品の形はどのように決まるのか?スライス後の「構造」をまとめて解説
3Dプリントを行った際、「思っていた形と違う」「元の3Dデータにはなかった構造がある」という経験はありませんか?これは3Dデータを「スライス」した結果、発生する変化です。その目的は、反りを抑えるためであったり、造形速度を早めるためであったり、FFF方式(熱溶解積層方式)ゆえに必然的に発生する変化であったりしますが、多くはideamaker(スライサー)上でユーザーが調整可能な項目です。このレポートでは3Dプリント品の「構造」の意図を解説します。
1.そもそも「スライス」とは?
FFF方式のみならず、積層式の3Dプリンターで3Dデータをレイヤーごとの輪切りのデータに変換することを「スライス」と呼びます。Raise3DのFFF装置の場合、データはGコードへスライスされます。このGコードに基づいて装置はノズルの動きや温度を制御します。
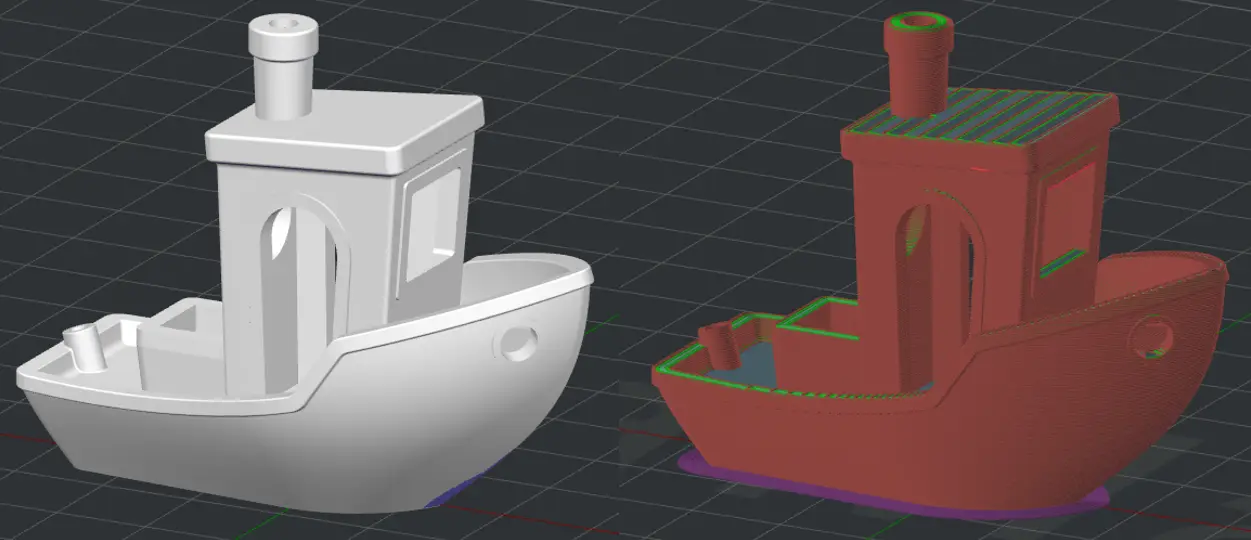
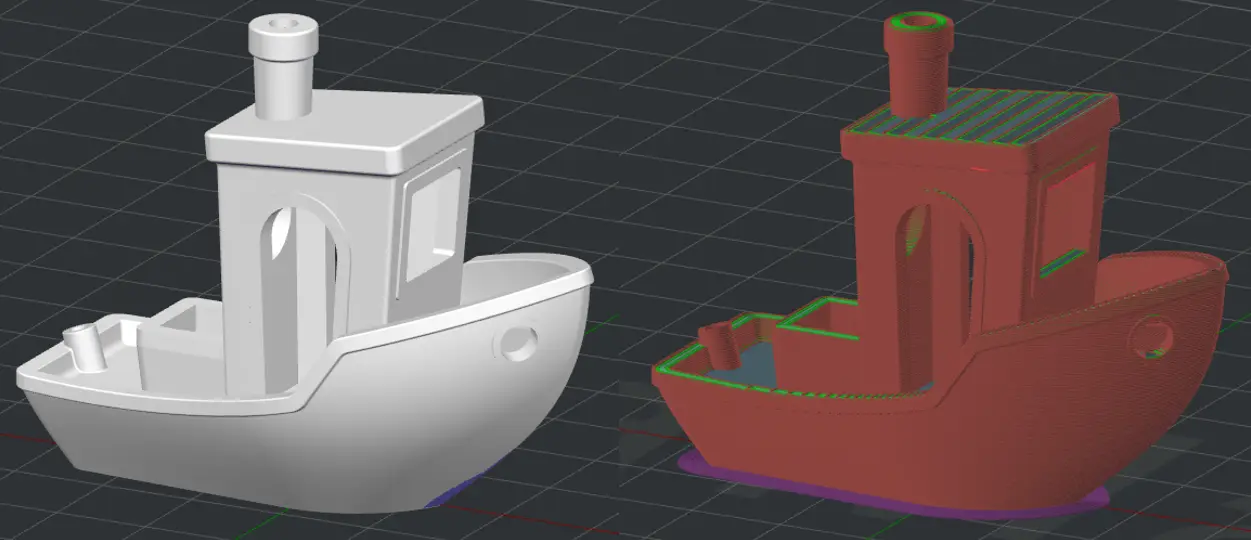 スライス前と後の3Dモデル
スライス前と後の3Dモデル
2.ideamaker上の「構造」
3Dプリント品の構造を把握する最も簡単な方法はideamaker上のプレビューを見ることです。下記画像のように3Dモデルのスライス後のプレビュー画面で「構造」タブを選択すると、色分けされた各構造が表示されます。名称の横の対応した色の四角を選択し、表示/非表示を切り替えることも可能です。以下、各項目について解説していきます。
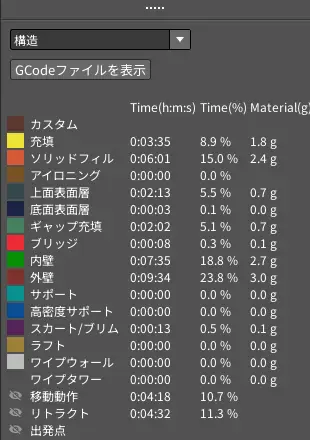 ideamaker上の構造リスト
ideamaker上の構造リスト
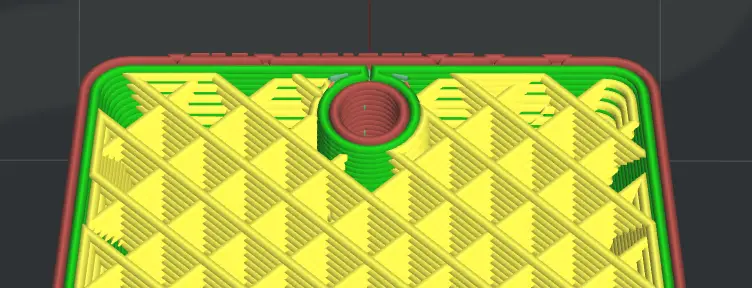
3.充填
3Dプリント品内部の充填構造です。3Dデータはソリッドなものであっても、FFF方式のプリンターでは基本的にスライス後のモデル内部にはこの充填構造が存在します。3Dプリント品の強度や、造形速度に大きく関わってくる構造です。
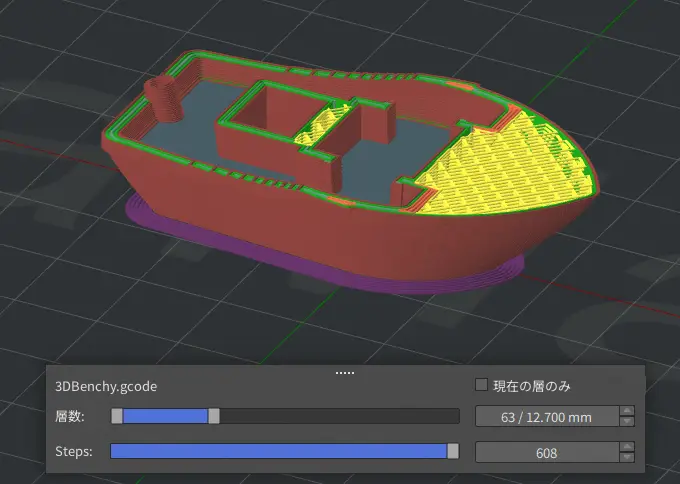 モデルの断面表示:黄色い部分が充填構造
モデルの断面表示:黄色い部分が充填構造
充填構造の種類はジャイロイドや格子状などから選択することが可能です。また充填の密度も変更することが可能です。上述した強度や造形速度を変更したい場合には、調整してみてください。
4.上面表面層/底面表面層
プリント品の上面と底面にそれぞれ存在する構造です。底面はプリント品がビルドプレートから反ることを防ぐために重要な面です。上面は意匠面となったり、充填形状の蓋となるような構造です。
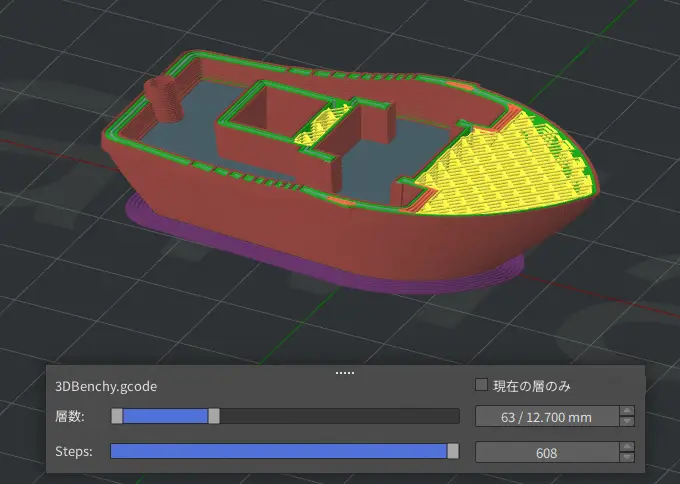 船の3Dモデルの天板と甲板の紺色の部分が上面表面層
船の3Dモデルの天板と甲板の紺色の部分が上面表面層
プリント品に穴が空いてしまった時や、上面の見た目を変えたい時などに流量や吐出パターンを変える場合があります。
5.ソリッドフィル
ソリッドフィルは表面層のすぐ内側や、厚みが必要な特定部位に数層存在する構造です。表面層のみだと反ってしまったり、材料が垂れて品質が悪化したりしてしまう部分や、強度が必要な部位に存在します。
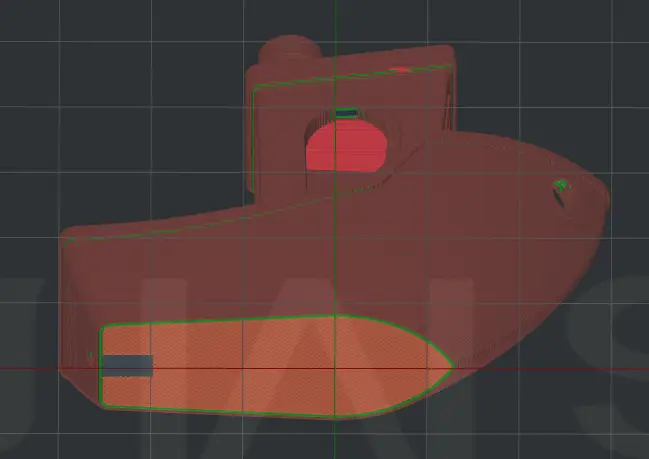
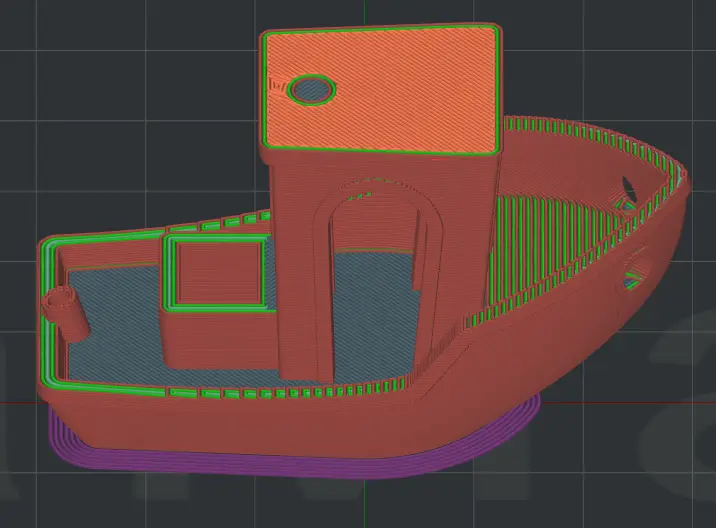 モデルの断面表示:上面のオレンジ色の部分がソリッドフィル
モデルの断面表示:上面のオレンジ色の部分がソリッドフィル
層数や造形パターン、充填流量などを変更することが可能で、強度を上昇させたり、充填形状が透けることを防いだり、反りを抑制したりします。
6.アイロニング
アイロニングを有効にすると、ノズルがモデルの最上層を「アイロンがけ」するように移動し、滑らかな上面構造を造形します。アイロニングの原理は、最上層の処理が完了した後、ノズルが低流量でゆっくりと表面を移動し、ノズルからの熱を利用して隙間を埋め、凹凸を滑らかにするというものです。
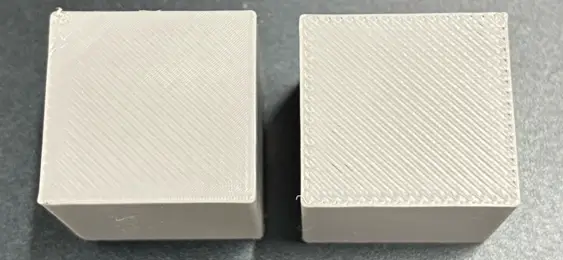 左がアイロニングあり 右がアイロニングなし
左がアイロニングあり 右がアイロニングなし
7.外壁/内壁
プリント品の側面の構造はシェルと呼ばれ、通常は2層あります。このうち、一番外側の層を外壁、内側の層をすべて内壁と呼びます。側面の意匠や、プリント品全体の強度に関わっており、シェル数を増減したり、造形速度などを変えることで調整可能です。
 濃い赤色の部分が外壁 緑色の部分が内壁
濃い赤色の部分が外壁 緑色の部分が内壁
8.ギャップ充填
ノズル径が0.4mmの時、1mmの壁を作成しようとすると外壁が0.4mm×2枚造形されますが、0.2mmが残り、内壁などは造形できません。このような隙間(ギャップ)に充填されるのがギャップ充填です。ギャップ充填箇所が盛り上がってしまったり、微細なノズル動作によって造形が荒れてしまったりした場合に調整することがあります。
 内壁の間の薄緑色の部分がギャップ充填
内壁の間の薄緑色の部分がギャップ充填
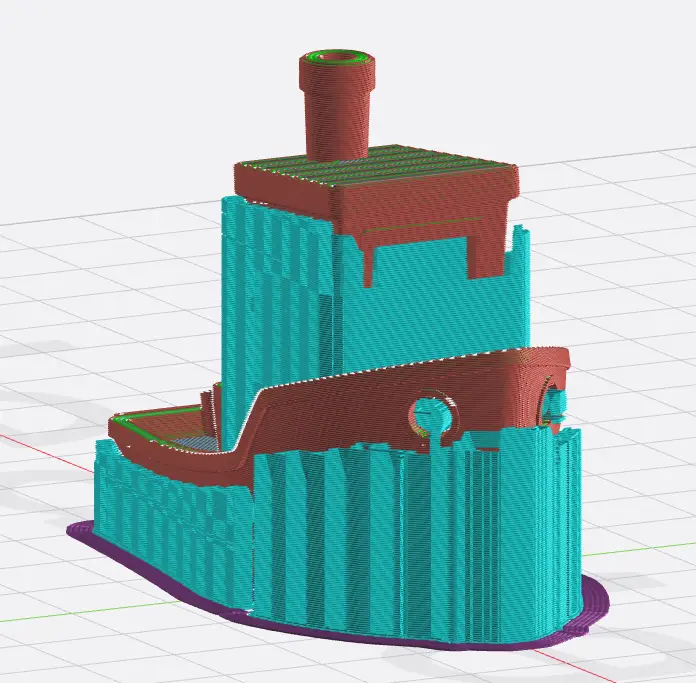
9.サポート/高密度サポート
FFF方式ではプリント品をその下部から順番に造形していく関係上、オーバーハングの構造を苦手とします。サポートはそのオーバーハング部分の支えとなる構造です。構造や速度を調整することで、オーバーハング部分の荒れや、脱落を改善できる場合があります。高密度サポートはサポートとプリント品の間に追加できる、より密度の高いサポートで、オーバーハング面の垂れなどを防ぐことができます。
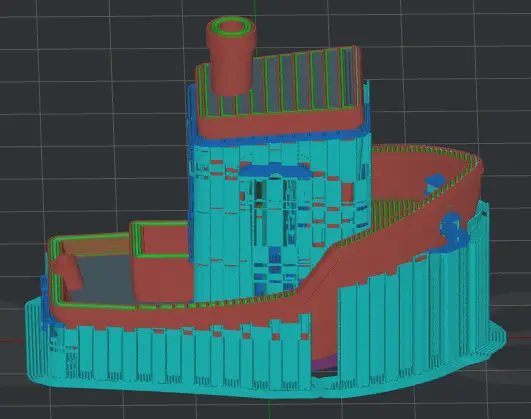 水色の部分がサポート 濃い青色の部分が高密度サポート
水色の部分がサポート 濃い青色の部分が高密度サポート
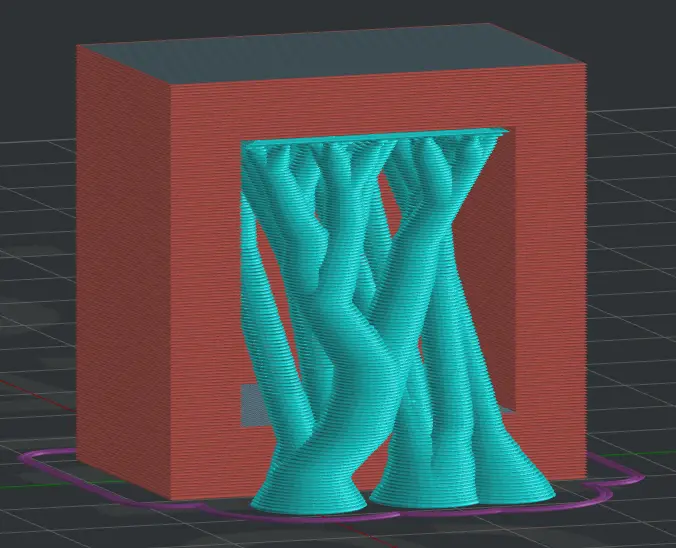
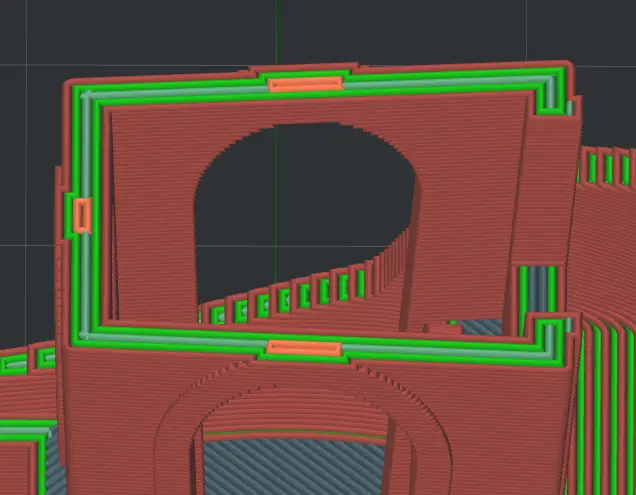
10.ブリッジ
サポートがついておらず、造形できる角度限界も超えているオーバーハング構造がブリッジです。この構造がある時には、基本的にはサポートの造形条件を確認していただき、ブリッジ部分にサポートがつくように設定していただくことを推奨します。
 船の3Dモデルの天板の裏側の赤い部分がブリッジ構造
船の3Dモデルの天板の裏側の赤い部分がブリッジ構造
11.スカート/ブリム/ラフト
スカート、ブリム、ラフトのいずれもプリント品の底面に追加される構造です。スカートは底面から離れた位置に造形される構造で、ノズル先端に残ったごみを除去したり、試し書きを目的とします。ブリムは造形品の底面積を増やすことで定着を強くするための構造です。ラフトはプリンターの定着面が平滑ではない場合などに追加する分厚い土台です。プリント品の定着が弱い場合にブリムやラフトの層数を増やす場合があります。
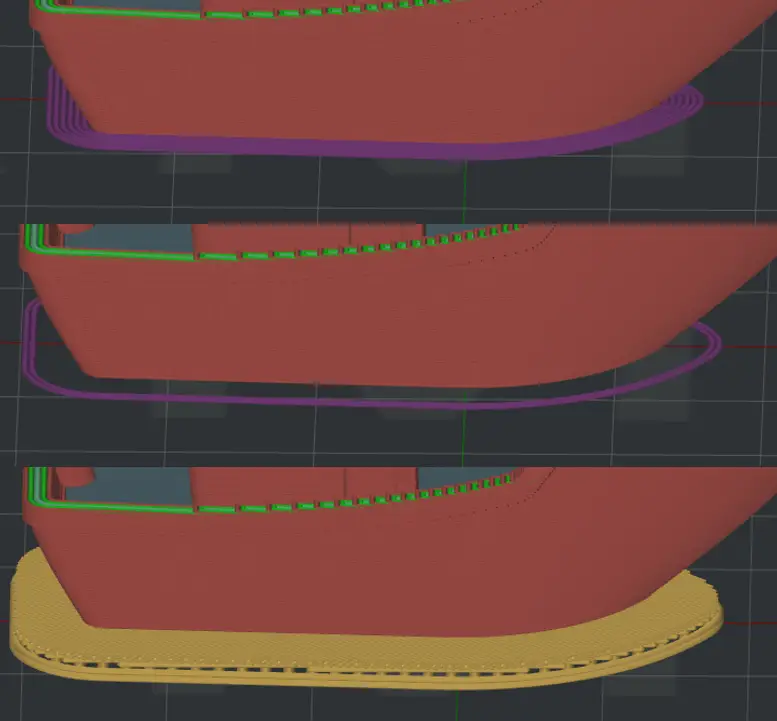 上からブリム スカート ラフト
上からブリム スカート ラフト
12.ワイプウォール/ワイプタワー
左右二つのノズルを使用した造形の場合、ワイプウォール、ワイプタワーのいずれかの構造が追加されます(デフォルトではワイプタワー)。二つのノズルを使用する場合、それぞれのフィラメントが待機中にノズル内で加熱されて柔らかくなることで、吐出した際に糸引きが発生したり、形が崩れやすくなります。そのため、プリント品を造形する前に、ワイプタワー/ウォールに劣化したフィラメントを吐出することで、プリント品に良質なフィラメントが吐出されるようにします。基本的には調整する必要はありません。
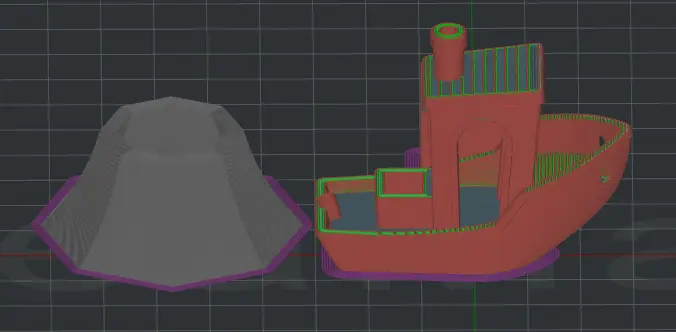 左側の灰色の構造がワイプタワー
左側の灰色の構造がワイプタワー
13.その他
プリント品の構造と間接的に関係がある項目として、「移動動作」、「リトラクト」、「出発点」があります。
移動動作は造形中のノズルの動きを表しています。プリント品に糸引きが激しい場合や、プリント品にノズルが激突したあとがあるような場合には、この移動動作を確認し、吐出順などを調整することで対策となる場合があります。
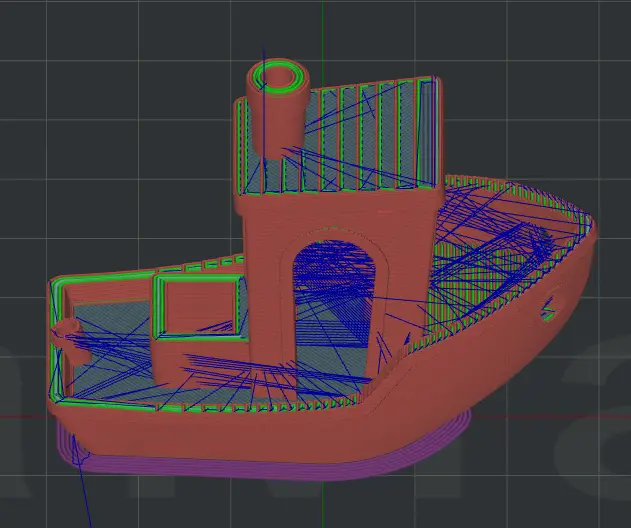 青い線がノズルの移動経路
青い線がノズルの移動経路
リトラクトは造形中にノズルの吐出位置が連続しない場合に、フィラメントをノズル内に引き戻す動作のことです。構造タブではこのリトラクト箇所が判ります。糸引きが多い場合にリトラクト量を増やしたり、リトラクト位置の吐出が足りずにに欠けが生じた場合にリトラクト量を減らす場合があります。
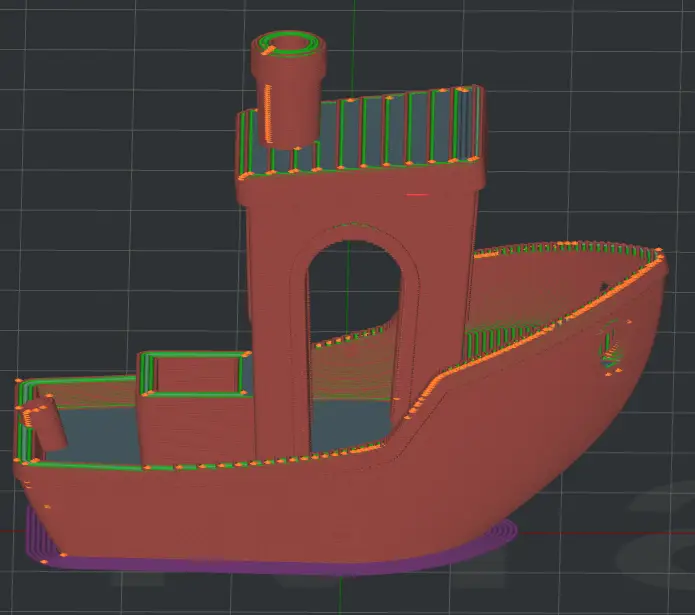 オレンジ色の点がリトラクト点
オレンジ色の点がリトラクト点
出発点は造形の開始位置です。プリント品の側面に溝や亀裂のような構造ができてしまう場合、それが出発点である可能性が高く、造形開始点の変更やスカーフジョイント機能を使用することで対策できます。
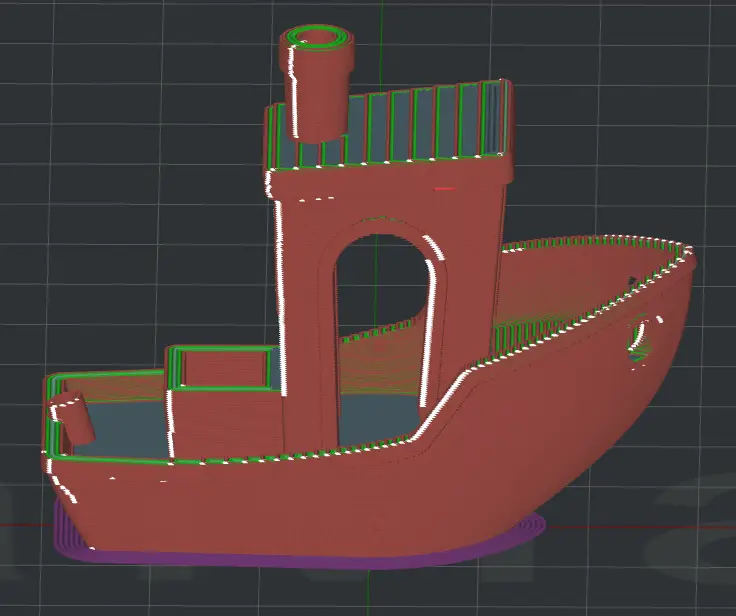 白色の点が出発点
白色の点が出発点
出発点の溝の修正に関しては以下の技術レポートもご参照ください。
開始点(シーム)の位置を調整する
造形物の継ぎ目の補い方(スカーフジョイント実践)
14.まとめ
プリント品の構造とその目的を知ることで、意図した形状から外れてしまうことを防ぐだけでなく、機能性や生産性を向上させることができるようになります。各パラメーターが造形結果にどう影響するかを理解し、プロジェクトに最適な設定を見つけ出しましょう。