フィラメントの糸引きを抑えるノウハウ
今回は以前紹介した(PET造形時の糸引きトラブルの解決方法「フィラメントを節約するためのノウハウ」)から更に掘り下げた内容になります。
また糸引きを抑える設定によって生じる注意点などについても紹介していきます。
糸引きはFDM/FFF式3Dプリンターでは樹脂を積み重ねていく造形方式の関係上、起こりうるトラブルの一つで、ノズルが造形物を離れて移動する際に先端から熱せられたフィラメントが自重で垂れ落ちてくることによって生じます。

【糸引きを抑えるポイント】
・リトラクト量・リトラクト速度(引き戻しの設定)
・ノズル温度と室内温度
・ノズルヘッドの軌道(開始点の設定)
・フィラメントの乾燥
リトラクト量・リトラクト速度(引き戻しの設定)
リトラクトは引き戻しとも呼ばれ、ノズルヘッドが移動する際にノズルの穴から溶けたフィラメントが垂れ落ちてこないように押出のギアを逆回転させてフィラメントを引っ込める設定になります。
糸引きに関するトラブルの多くはこのリトラクト設定で解決する場合が多いです。

Pro2(※販売終了。後継機:Raise3D Pro3 HS)のデフォルトではリトラクト速度が40mm/sリトラクト量が0.5㎜となっています。
ここからフィラメントによって設定値は前後しますがリトラクト速度を60mm/sリトラクト量を3.0㎜に変更します。
【注意点】
・リトラクトの設定を上げ過ぎると吐出不良の原因に
リトラクトは押出のエクストルーダーギアをその都度、逆回転させる設定である為、フィラメント自体に負荷がかかります。速度と引き戻り距離を上げたリトラクトを繰り返し行うとエクストルーダーギアで表面が削れてしまい最終的にはギアが空回りして押し出しが出来ずノズル詰まりとなります。
・E2でのリトラクトの設定変更は注意が必要
Raise3D E2はエクストルーダーギアがデュアルではなく片側のみのシングルギアとプーリーで構成されている為、ギアの負荷がかかりやすくフィラメントが削れやすい構造になっています。
設定を変更する場合、リトラクト速度は変更せず、リトラクト量はデフォルトの数値から最大で+1.0㎜程度をお勧めします。
テンションネジの締めすぎにも注意が必要です。
ノズル温度と室内温度
ノズル温度が高いと溶けたフィラメントが硬化する前にノズルを移動してしまう為、糸引きが発生しやすくなります。
ノズル温度の設定はideaMakerの詳細設定→温度→「左・右のエクストルーダー」で設定が可能です。
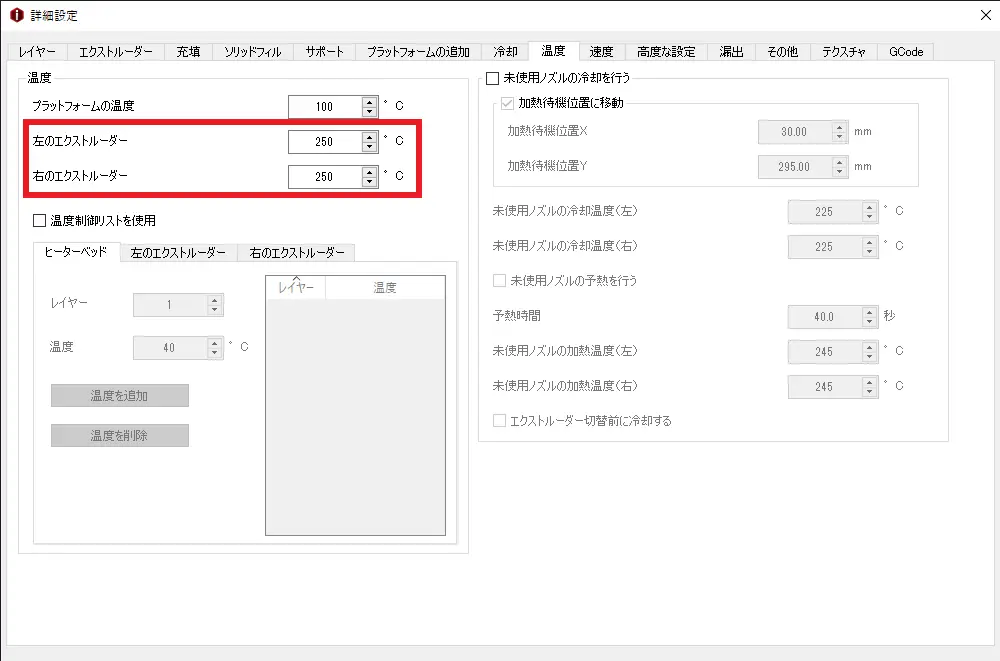
※画像はRaise ABSの設定画面
デフォルトの温度から5~10℃下げることで効果がみられてきます。
デフォルトの設定値が安定して造形する上では理想的な温度ですが、夏と冬の外気温でも糸引きに影響が出てくるため環境に合わせて微調整することで綺麗な仕上がりになります。
PLAは気温が低い方が精度と造形が綺麗に、ABSは逆に気温が高い程、反りが抑えられ積層間の接着も強くなり安定して仕上がります。
【注意点】
・ノズル温度を下げ過ぎると吐出不良が起きやすくなる
温度が低いとフィラメントは溶けにくくなりノズルから吐出する際の抵抗が強くなります。結果、ノズルから吐出する量とギアのスピードが合わずに押出ギアの力にフィラメントが負けて削れてしまいます。
・積層割れなどの造形不良が起きやすくなる
溶けたフィラメントの温度が低い状態だと樹脂の硬化が早まるため積層間の接着力が落ちます。これによって最悪の場合、積層割れといった造形不良も発生します。特にABSやPCなど保温のためのアクリルカバーを必要とするフィラメントで顕著に見られるため注意が必要です。
ノズルヘッドの軌道
造形パスとなるノズルヘッドの軌道によっても糸引きを抑える軌道の設定があります。
(モデルの形状に依存する為、全てに効果がある設定ではありません。)

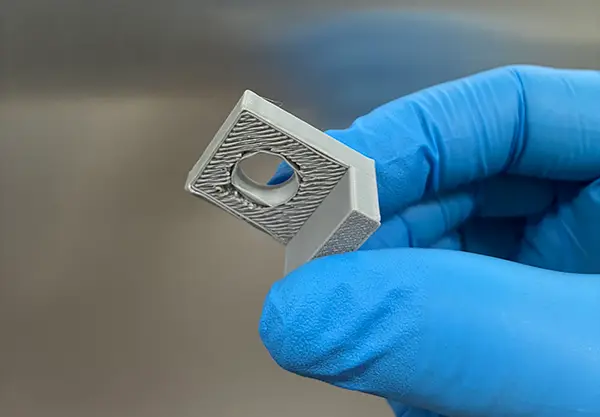
楕円の筒形状を造形する際、デフォルトだとノズルヘッドの軌道が楕円の中空を描く軌道を描きます。その為、画像のように造形物の内側などで糸引きが発生する場合があります。
この糸引きはPLAやABSではあまり見られない症状ですが、PCやPolyflex・ナイロン系といった粘りの強いフィラメントで顕著に現れます。
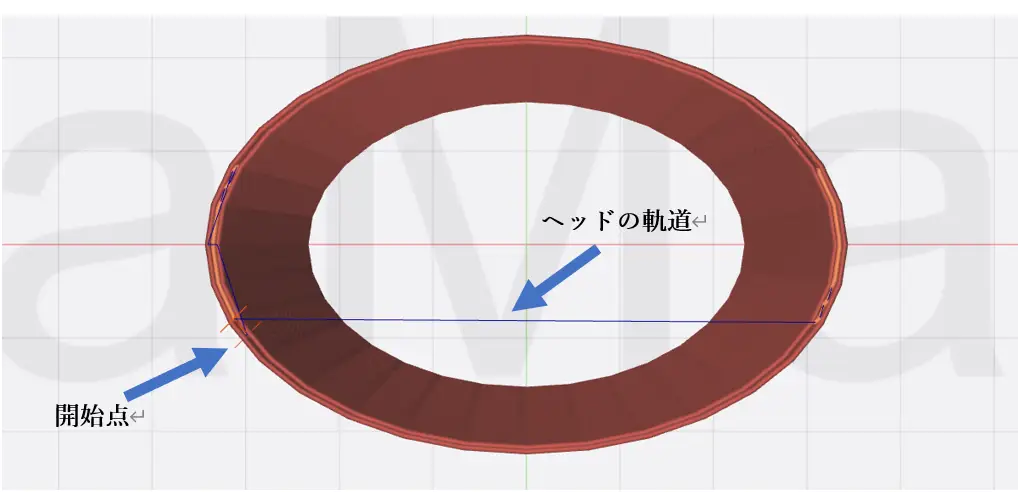
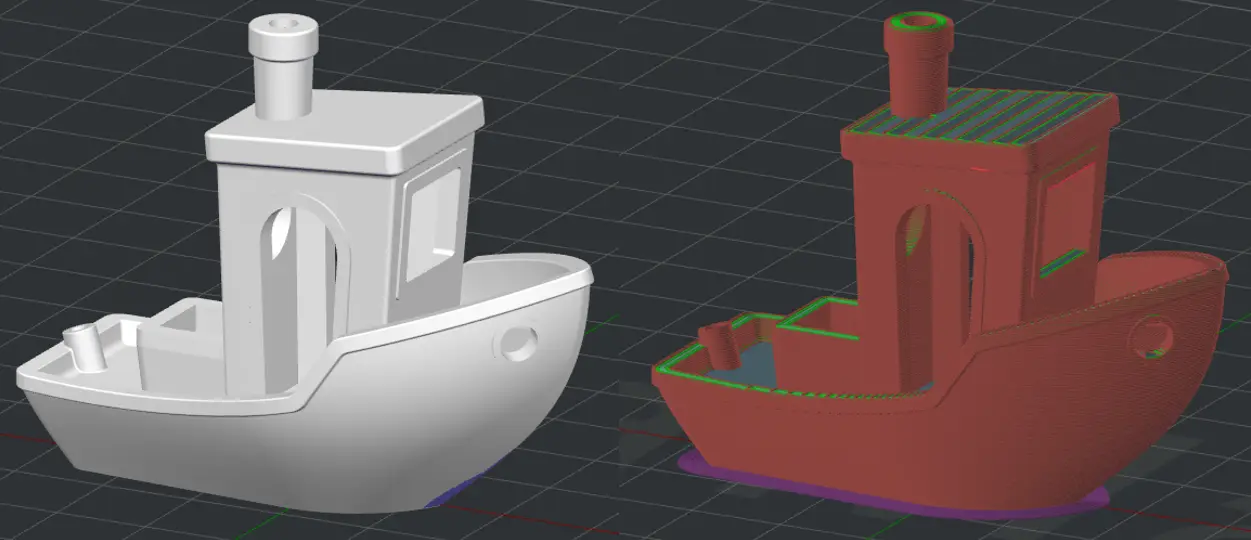
細い青線がノズルヘッドに軌道になります。
見えにくいですが、左端の×マークはリトラクト・開始点になります。
中空を描く軌道は造形時間を短縮させるための効率的な軌道ではありますが、フィラメントの種類によっては造形仕上がりが悪化してしまいますので詳細設定で軌道を修正していきます。
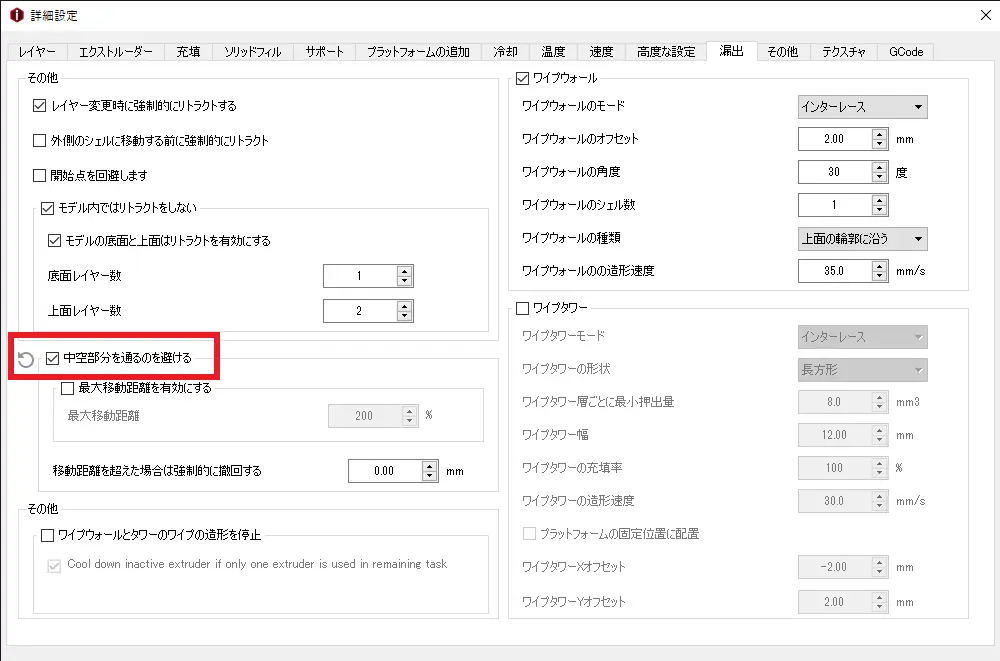
ideaMakerの詳細設定→漏出→「中空部分を通るのを避ける」にチェック。
これでノズルヘッドがなるべく造形物から外れる軌道をしないようになります。
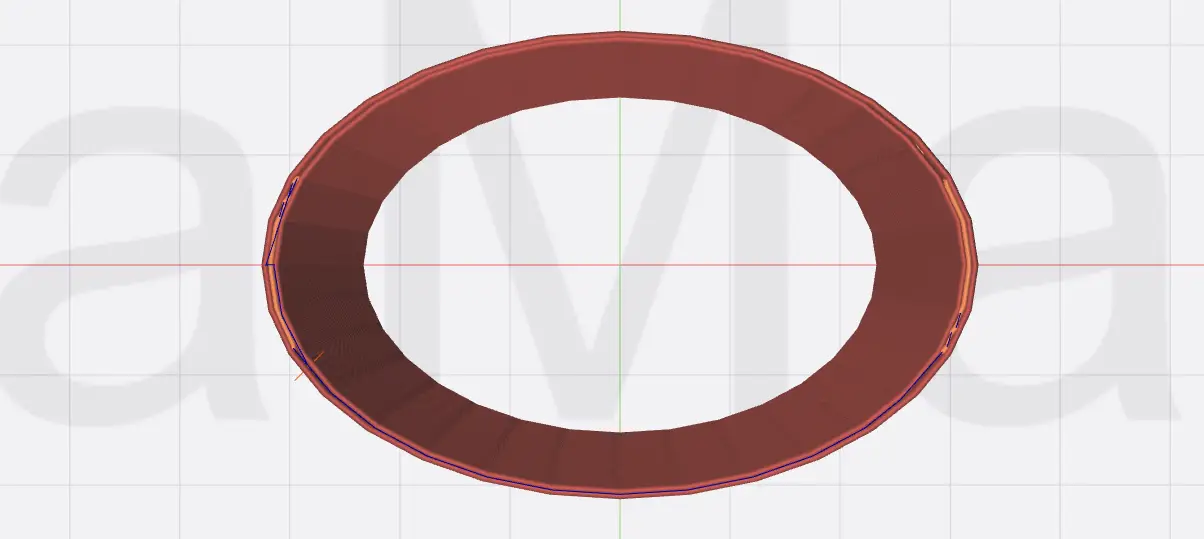
「中空部分を通るのを避ける」にチェックを入れた後の造形パスです。
ノズルヘッドの軌道となる青線が楕円をショートカットせず輪郭に沿って移動するようになっています。

これで中空移動によって生じる糸引きを抑えることができ綺麗な仕上がりになりました。
フィラメントの乾燥
フィラメントは材質によって差はありますが、湿気を吸いやすいものになります。
フィラメントの理想的な湿度環境は30%以下になるため。夏場や梅雨の時期は注意が必要です。
特にポリアミド系や水溶性サポート材などのPolyBOX(ドライボックス)を必要とするフィラメントやPLA/TPUといったPolyBOXを造形中に使用しないフィラメントも長時間、袋から出したままだと徐々に吸湿していきます。これが加水分解になります。
吸湿したフィラメントは糸引きがし易くなり、その他に造形の仕上がりに影響を与えます。
吸湿・乾燥したフィラメントの特徴
吸湿状態
乾燥状態
ノズルからフィラメントが出る瞬間、泡状のものが発生します。
フィラメントによってはノズルから蒸気のような煙が発生しこれらは全てフィラメントの吸湿によるものとなります。
他に以下の症状が出た場合も吸湿の可能性があります
・糸引きが顕著に表れるようになった
・造形物の表面に穴が点在しスカスカな状態になった
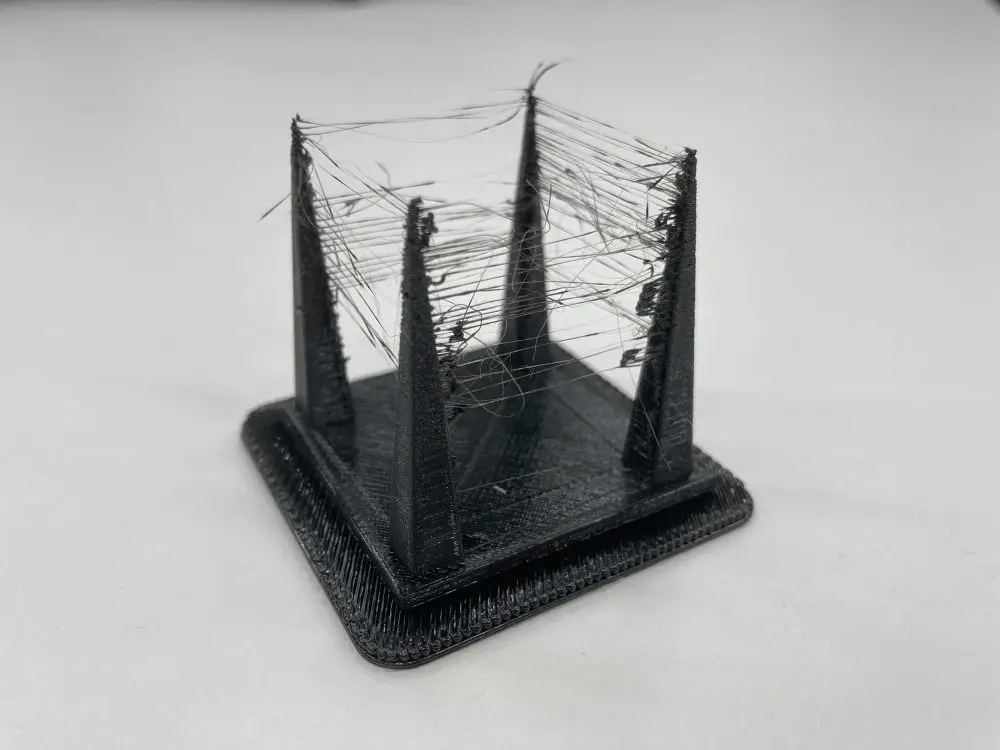
・造形物が崩れて綿のような失敗結果になりやすくなった
・ノズル詰まりが発生しやすくなった
・ノズルからパチパチと音が鳴るようになった
吸湿したフィラメントで造形を行うと造形の仕上がりが悪化する他、糸引きやノズル詰まり、造形が崩れて失敗するなどのトラブルが発生します。
対処法として、フィラメントをメーカーが推奨する設定で乾燥を行い造形への影響を抑えることができます。(フィラメントによって効果が十分に得られない場合があります。)
専用のフィラメント乾燥機はPolymakerにて購入が可能です。
 フィラメントを乾燥させながら造形も行える3Dプリンター専用乾燥機
フィラメントを乾燥させながら造形も行える3Dプリンター専用乾燥機
専用乾燥機以外に布団乾燥機やドライフルーツメーカーなどを改造してフィラメントを乾燥させる方法もあります。
乾燥させる温度や時間はフィラメントによって異なる為、メーカーの製品ページやTDSを参照してください。